全国咨询热线
15716169777

电话:0510-68896777
电话:0510-66696888
手机:15716169777
手机:18036002589
邮箱:sales2@slssteel.com
地址:无锡市梁溪区广益路287
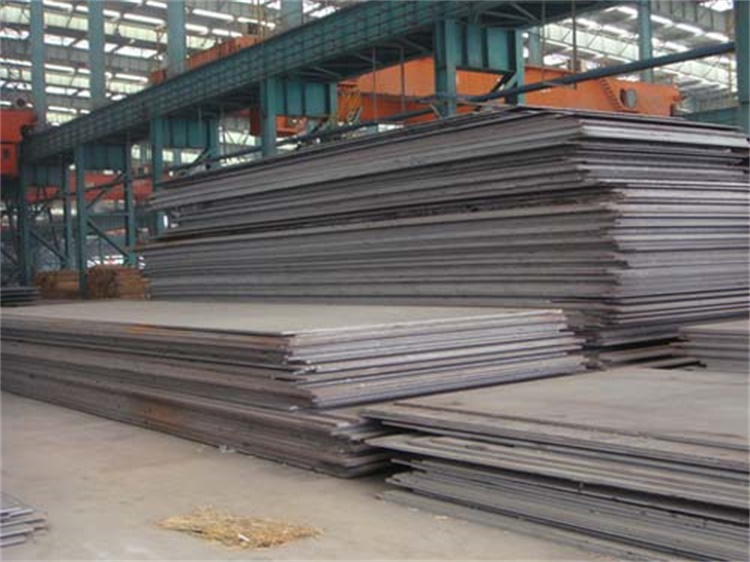
不锈钢板具有较高的内功和外压,较好的抗腐蚀和耐磨性。同时,本实用新型施工便捷,页面密封性能好,运作安全性能大,近些年,不锈钢板材料市场发展迅速。

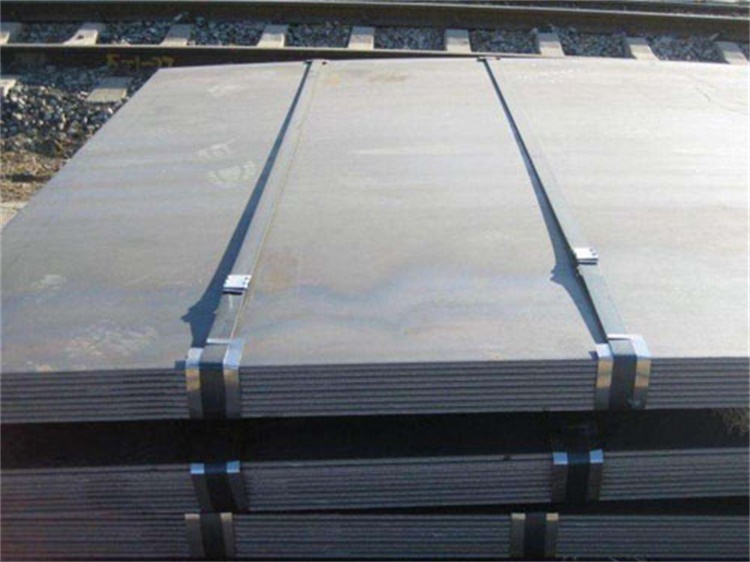
该材料在生产过程中容易出现裂痕、两层皮、焊瘤等三大质量问题。缝隙产生的原因是离心浇注工艺和浇注系统不科学;两层皮与浇筑温度和浇筑速率相关;焊瘤与金属化学分子含量和扒渣解决相关。
不锈钢板的防治措施如下
一、改善离心设备,有效防止裂痕。
降低钢水在高温下的停留时间,加强孕育效果,尤其是流动孕育。沿流加入的孕育剂量控制在铁水量的0.1-0.25%;保护渣遍布匀称,管模内表面控制在20-30g/m2。水冷式金属离心机冶炼工艺参数的控制。
离心机应避免流槽震动造成钢水溅出,插座砂芯应置放稳妥,防止产生毛边。控制钢水成份,减少钢水含硅量是较好的方法。注入球化剂后,w(SI)应控制在0.8%~1.2%之间。弧形喷雾冷却管均匀地布置在离心机外壳内,分段布局,避免了各段冷却水的互相影响。
二、优化工艺参数,降低重皮。
合理控制浇筑温度和人体冷却水进出口温度,减少2次浇筑间距。将机身冷却水进口温控在28-36℃,出口温控在50-57℃。
水冷金属型离心铸造环节中,要防止锻造速率太快,调节适当的回转速度和主机运行速度,确保管模的深度为0.25-0.3mm,直径为4-5mm,点与点边缘的间距为0.5-0.7mm。
三、控制原料添加量,降低焊瘤。
为了降低铁水里硫的含量,降低硫酸盐的产生,应控制w(s)<0.02%;适度提升浇筑温度有益于渣的上调;球化剂中稀土含量不易太高,稀土含量宜控制在1-2%;加强钢水的排渣和挡渣功效;铁水里残余镁的流动不易太高(控制在0.035-0.045%),从而降低钢水的表面氧化。